现代调色技术是伴随着颜料工业、精密机械工业和电子计算机软件工业的发展产生的。颜料工业的发展使得制备通用色浆成为可能;精密机械工业的发展高精密度体积式色浆注入提供了必要条件,电子计算机和软件工业的发展给调色配方和电脑配色功能铺平了道路。
配色软件对生产涂料的基本作用:
1.在有配色软件的前提下,我们可以对每个品种涂料生产厂家只需批量生产2~3种基础白漆,生产批量可大大增加,在不增加设备投入的情况下仅用配色软件可提高产量30 ~ 50%。
2.在电脑颜色管理软件的帮助下可实现色漆制造无限的色差,配色软件在分光色差仪的配合下可准确完成配色功能,实现无限的颜色选择。
3.配色软件及分光色差仪可以减少了厂家的生产环节,提高管理水平,降低了质量控制成本。
4.加快生产流程,提高生产灵活性,增强了对市场和用户需求的反应能力。
5.科学的颜色管理及配色技术科进行准确的生产量,避免了不必要的损失浪费,减少“三废”的产生,实现了环保型的生产
6.缩小了库存量,降低了库存成本,基本杜绝了涂料产品积压,减少了涂料企业流动资金的需求,加快了资金周转。
7.使中、小批量生产的订单实现最优化生产,并且实现包装桶内调色,甚至实现远距离零售店调色,颜色准确并重现性好。
8.由于配色软件的高效应用,可以提高及时服务和多色彩的选择,让客户服务达到满意,提高了产品和服务的综合效益以及企业的形象。
电脑配色的两种方式:
一种是选用常用的颜料作为基本颜色,在大量实验的基础上得出调色配方后输入计算机,再使用计算机检索出相近的配方。这种方法简单可靠,但只限于常用的颜料,实际使用中时常受到限制。
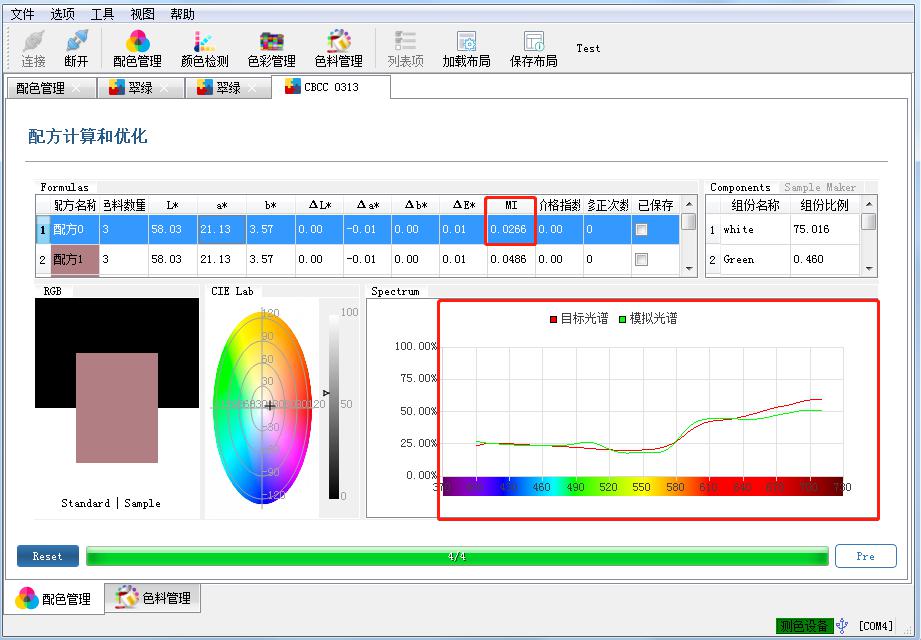
另一种是一体化调色系统,它是以色度值计算色彩管理的电脑配色系统。该电脑配色系统由色卡涂刮仪、分光光度仪、电脑(包括色彩管理系统配色软件)、打印机、自动调色装置等组成。基本工作原理是通过分光光度仪读取任意颜色的色度值,运用配色软件进行比较与计算,得出(若干)颜色的基本配方,供调色使用。
塑料调色主要是使用计算机通过分光光度测色仪,在同等光源下,测量试样与标准样品颜色的光谱反射率曲线:L、a、b三个颜色刺激值;如果两者相同或相近,就可以说这两个颜色相同,这样可消除人眼因素对颜色的判断失误。
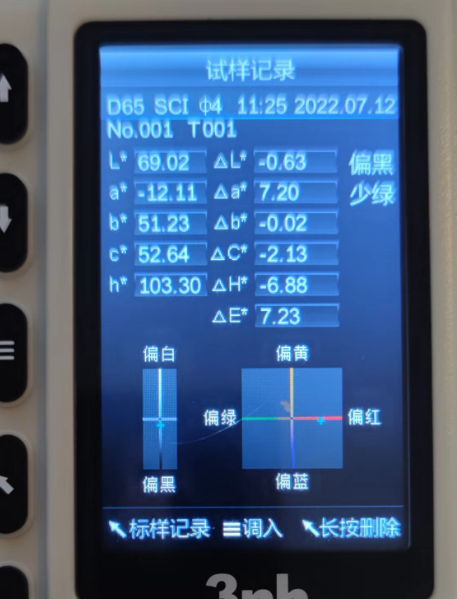
L:代表亮度(黑白度),正值(+)表示偏浅,被测品比样品偏亮偏白,负值(-)表示偏深,被测品比样品偏暗偏黑;在调色中可用黑、白色粉或色粉的浓淡(饱和度,增加与减少色粉)来修正。
a:代表红绿,正值(+)表示偏红色,被测品比样品偏亮偏红,负值(-)表示偏绿色,被测品比样品偏暗偏绿;在调色中就是少红偏绿,少绿就偏红,是正值就加少许绿色来修正色差,是负值就加少许红色来修正色差。
b:代表黄蓝色,正值(+)表示偏黄色,被测品比样品偏亮偏黄;负值(-)表示偏绿色,被测品比样品偏暗偏蓝;在调色中就是少黄偏蓝,少蓝偏黄,是正值就要加少许蓝来压黄,是负值就要加少许黄来修正。
E:表示综合色差值。只要修正亮度差 ΔL、红绿差 Δa和黄蓝差 Δb,综合色差就会降低到合格范围。在实际应用中,可接受的色差值为 ΔE=0.5~1.0。
使用测色仪调色,就是调整样品中各种着色颜料之间的组合比例,使试样颜料组合的光谱反射率曲线与标准样品颜色的光谱反射率曲线尽量接近,使试样与标准样两者的L、a、b三个颜色刺激值近似相等。