工业生产商为了消除人眼在产品颜色检测上的主观差异,采用机器视觉测试的方法来进行色差的比对和分析。通常工业机械视觉检测都是采用色差仪与标准色板图像以及色彩管理分析软件结合操作,通过色差检测仪器(色差仪)对产品的颜色进行测量同时将测量的色彩数据结果传递给计算机,通过计算机中的色彩管理和分析软件对图像信息进行色差计算,较后比较色差与用户设置的阈值(容差范围)来判断产品是否合格。
在工业生产中,不同批次产品外观的颜色经常会有差异。产生这种差异的原因有很多主要包括配色配料、生产工业等方面。过去,产品检测大多采用人工检测的方法,容易受到人的生理、心理以及外部环境的影响。所以工业上才引入色差仪配合颜色管理软件进行色差检测,以客观地对产品与标准色板之间的差异进行量化检测。
这种颜色检测系统主要包括色差仪、计算机、集成之间以及采集到色彩数据进行分析的色彩管理分析软件构成。采用色差仪进行颜色信息的准确采集。现在工业上使用的色差仪大多数都是采用积分球式照明系统配个光电积分传感器,可以准确完善的测量出色彩信息量化数据。然后在电脑颜色管理和分析软件中将这些色彩数据进行公式计算和分析,较终确定色差。
该系统的工作原理为:首先,选择合适的颜色空间,然后选择合适色差计算公式计算色差。
颜色空间包括 RGB 颜色空间、XYZ 颜色空间、LAB 颜色空间3种。其中,RGB颜色空间是不均匀的,不能用来计算色差。XYZ 颜色空间虽然消除了r、g、b 出现负数的情况,但也是不均匀的颜色空间,不能用于色差的计算。LAB 色彩模型是由 L(明度)、A(颜色)、B(颜色)3 个要素组成。其中,A 表示从红色到绿色的范围,B 表示从黄色到蓝色的范围。 LAB 颜色空间是一个均匀的颜色空间,符合人的视觉感受。当颜色的差异为人眼所识别并且这个差值又小于孟塞尔系统中相邻两级的色差值时,可反映观察人员对产品的实际感受。所以LAB颜色空间被作为色差仪和色彩管理软件的标准色度空间而使用。

图 1 色差检测软件操作流程
其中的阈值(容差范围)为大量检测试验中得到的一个统计值,或客户根据自己产品的特点与标准样品之间自己设定一个可用值,当计算出的色差大于这个值阈值时,判断产品颜色不合格。反之,小于这个阈值时,则认为产品颜色是合格的。
色差检测软件界面主要包括操作窗口和色差仪色彩数据采集窗口。色差仪色彩数据采集窗口主要用来采集数据并把采集到的数据传给操作窗口。在色差仪的采集色彩数据是选择产品上两个色彩均匀分布的位置进行数据采集,同时在标准版(或标样)上同一位置也采集数据信息,分别在标准色板和待测产品上采集的数据信息进行分析,然后就可以计算两者之间的色差。检测人员可以根据检测出来色差的大小判断产品是否合格。软件界面如图2。
实验数据分析
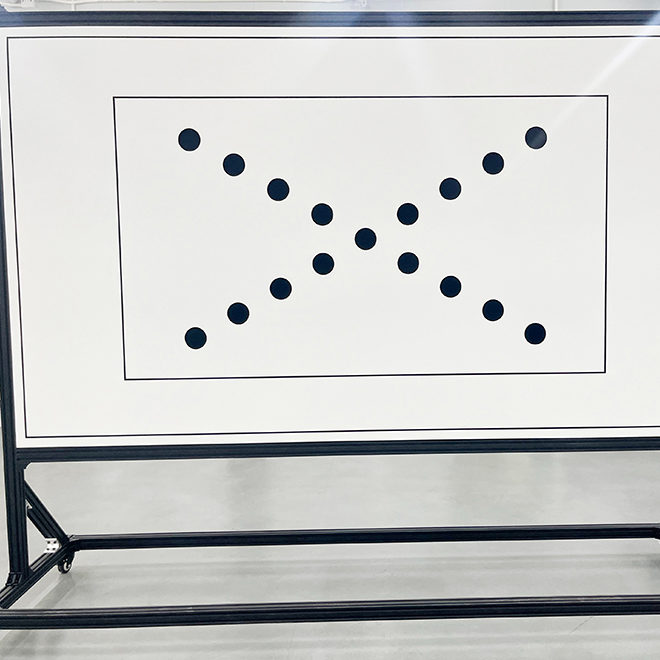
如图2,当在标准色板上选择2个矩形区域时,这时凭直观感受可知色差应该很小。

图 2 实验图片
色差计算的中间数据和所计算出的色差如表1,其中?E为2个比较区域的色差。
表 1 相同产品做色差检测
从表1中的数据可以看出,当2个区域几乎无差别的时候,计算出来的色差相当小。同样很容易得知,2个相同区域的色差为0。
下面分析标准色板和产品之间的色差,在操作窗口左右两侧分别选择2 个区域进行色差比较,如图3,数据如表2。
图3 产品和色板做比较
表2统计了9个产品和标准色板之间的色差,从统计数据可以看出,色差的大小和人眼直观的颜色差异是成正比的,可以正确地反映出产品的实际颜色与标准色板之间的颜色差异。通过大量的实验得出:当计算出来的色差在2附近时,通过人眼几乎看不出差别。这时可以把2设置成一个阈值,将产品和色板之间的色差与这个阈值进行比较,从而确定产品是否合格。
表 2 产品和标准色板之间的色差
色差仪和色彩管理分析软件组成的颜色检测系统操作简单、直观,可以准确测定产品表面颜色的差异,提高了检测效率,可用于印刷、丝绸、注塑等对色差严格控制的各行业。